
 При промышленном производстве различных металлических изделий довольно-таки часто требуется пробой различных отверстий. Именно эта производственная операция является востребованной. В настоящее время пробивка отверстий в металле осуществляется несколькими способами их выполнения. Каждый из таких способов отличается соответствующим оборудованием, от которого зависит точность и качество пробивания отверстий. Данные операции необходимы для того, чтобы можно было изготавливать большое количество различных изделий, например декоративных. Как правило, потребность пробивки необходима, когда нужно получать множество однотипных отверстий, на тех изделиях, которые представляют собой какие-либо конструктивные элементы.
При промышленном производстве различных металлических изделий довольно-таки часто требуется пробой различных отверстий. Именно эта производственная операция является востребованной. В настоящее время пробивка отверстий в металле осуществляется несколькими способами их выполнения. Каждый из таких способов отличается соответствующим оборудованием, от которого зависит точность и качество пробивания отверстий. Данные операции необходимы для того, чтобы можно было изготавливать большое количество различных изделий, например декоративных. Как правило, потребность пробивки необходима, когда нужно получать множество однотипных отверстий, на тех изделиях, которые представляют собой какие-либо конструктивные элементы.
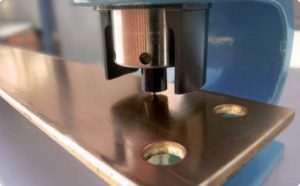
Пробивка отверстий в металле, как правило, в листовом, на профессиональном языке называют перфорацией. На самом же деле данный процесс – пробой отверстий – является разновидностью перфорации. Этот вид пробивки может осуществляться и множеством других способов. Так, например, если необходимы отверстия в металлическом профиле либо в трубе, их просверливают или фрезеруют. Также при решении подобных задач сегодня широко используется технический лазер, с помощью которого можно пробивать отверстия очень мелкого диаметра.
Всё то оборудование и станки, которые применяют для пробивки различных отверстий в металле, разделяются на те, которые «условно ручные», когда необходим постоянный контроль оператора, и на оборудование автоматизированное, работающее практические без участия человека.
Инструменты, которые используется для пробивки: различные виды пробойников, штампы и прочие виды инструментов. Первая группа оборудования – это оборудование с механическим, гидравлическим либо с другим видом привода. Вторая группа – станки с полной автоматизацией процесса, которые работают, управляемые ЧПУ. К таким станкам относятся прессы либо дыропробивные станки. Также используют и комбинированный вид пресса – ножницы.
Есть также и технологический способ, называемый координатной пробивкой металла. Такой вид пробивки означает, что отверстия получаются в определенной проектной последовательности.









